Sistema regenerativo ambiental en base a un Plan de Adecuación de Manejo Ambiental (página 2)
El cuadro 10.19, muestra aquellas medidas de mitigación que serán implementadas luego de la aprobación del presente estudio. Cabe anotar que algunas medidas deberán ser sometidas a un proceso de evaluación, luego del cual se podrá definir la viabilidad de dichas medidas, que dependen a su vez de los recursos financieros disponibles de INPELSA.
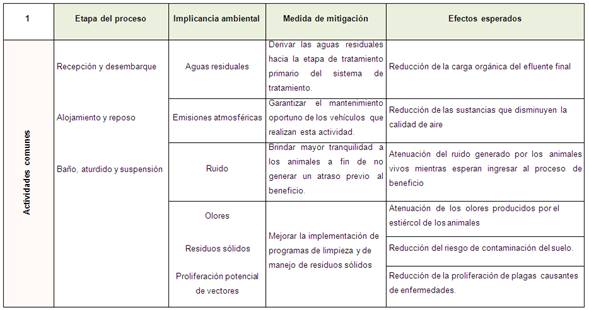
Cuadro Nº 7.19-1: Ejecución de Medidas de Mitigación. PAMA INPELSA
Cuadro Nº 7.19-2: Ejecución de Medidas de Mitigación. PAMA INPELSA

Cuadro Nº 7.19-3: Ejecución de Medidas de Mitigación. PAMA INPELSA

Cuadro Nº 7.19-4: Ejecución de Medidas de Mitigación. PAMA INPELSA

7.4.1. Descripción Técnica de las Medidas de Mitigación Las medidas de mitigación que se han presentado en el cuadro 10.19 (1 al 4) tienen diversas connotaciones y alcances. Se tienen aquellas medidas que requieren un desembolso considerable de inversión y planificación financiera e ingeniería de detalle y otras que son netamente de gestión, es decir, que requieren modificación de la forma de hacer las cosas, así como un mayor seguimiento. En general, se pueden mencionar medidas de alta, mediana y baja inversión. Esta clasificación, no necesariamente refleja una relación directamente proporcional entre inversión y magnitud de efecto correctivo.
Una de las medidas de mitigación que se estima cause mayor impacto en cuanto a corrección de las implicancias ambientales detectadas, es el mejoramiento del sistema de tratamiento de aguas residuales. La cual, amerita ser descrita:
Descripción del sistema de tratamiento de aguas residuales- Etapas Pre-tratamiento y tratamiento primario El sistema de tratamiento de aguas residuales se inicia a través de la recolección de los efluentes los cuales pasarán a través de un sistema de cribas o rejas que permitirán retener aquellos sólidos de mayor diámetro presentes en las aguas residuales. La generación de aguas residuales ocurre a razón de un caudal promedio de 3.84 L/s, los cuáles serán bombeados hacia un dispositivo cuya finalidad es permitir, a través de la inyección de micro burbujas de aire, la separación física de los aceites y grasas contenidas en los efluentes. Simultáneamente, este dispositivo permite la sedimentación de las partículas más gruesas en el fondo del mismo.
Los aceites y grasas, son llevados hacia la superficie en donde son arrastrados mecánicamente por un skimer y dispuestos separadamente del resto de las aguas residuales. Este sistema cuenta con un conjunto de láminas de polietileno, teflón o PVC inclinadas a fin de facilitar la ocurrencia de la coalescencia (Ley de Stokes). El skimer cuenta con un diámetro de 4", un largo de 4 metros y es de PVC.
Tratamiento secundario Inmediatamente después, a través de una bomba sumergible de 2 HP de potencia, los efluentes tratados son enviados hacia el tanque de ecualización de 30 m3 de capacidad que permitirá mantener un flujo continuo y homogéneo que alimentará la zona de digestión aeróbica.
En este mismo tanque se producirá la aireación de las aguas residuales a través de un sistema de difusores, que provienen del fondo del tanque y que son alimentados por un soplador regenerativo. El principio del soplador regenerativo consiste en el trabajo que hacen las paletas de las hélices, que al pasar por el punto de entrada, succionan aire y lo empujan hacia el soplador. Así las paletas, por acción centrífuga, aceleran el aire hacia delante. Aquí se produce el "efecto regenerativo" cuando el aire retorna por el espacio anular hacia la base de las siguientes paletas, donde nuevamente es empujado hacia delante. Cada "regeneración" imprime más presión al aire.
La aireación se realiza a través de burbujas finas de aire. El aire proveniente del soplador será transportado a través de tuberías de polietileno negro o PVC manufacturado con 2% de carbón negro.
Esta etapa es la que logra reducir en mayor porcentaje la DBO presente en las aguas residuales. Asimismo en esta etapa se generarán lodos excedentes los cuales serán bombeados hacia un lecho de secado.
Inmediatamente después de la etapa de aireación, el agua residual ya oxigenada pasa hacia la sección del tanque sedimentador, en el cual se logra separar por gravedad los lodos activados (flocs de microorganismos y material orgánico).
El material utilizado para el tanque de sedimentación será polietileno grado alimenticio.
Tratamiento Terciario – Biofiltro y Cloración El agua residual, proveniente del sedimentador secundario de polietileno pasa a un biofiltro en el cual la reducción de la DBO se incrementa debido a las características permeables en donde se adhieren las bacterias. La materia orgánica del líquido se absorbe en una película biológica (Biomasa) adherida al medio. La bacteria presente en la biomasa degrada el material orgánico, y a medida que la masa crece, cae y es arrastrada hidráulicamente al fondo del compartimiento.
La siguiente etapa es la cloración, esta cloración debe permitir al menos 2 horas de retención mínima de las aguas tratadas en la cámara de contacto de cloro. Esta actividad controlada permitirá mantener los niveles de coliformes en los esperados por el proyecto (< a 1000 NMP).
Pulido – Bioplanta Finalmente, el efluente tratado y clorado pasa a un sistema denominado bioplanta, en la cual a través de procesos naturales se consigue perfeccionar o pulir el tratamiento a fin de que estos efluentes industriales previamente tratados queden aptos para su reutilización.
El material a utilizar en la base de esta Bioplanta, será arcilla y material impermeabilizante.
Operación de la planta de tratamiento Las operaciones de la planta de tratamiento se llevarán a cabo desde un mando o tablero de control.
Este tablero tendrá controles que permitirá la operación manual y automática de la planta. El Panel está preparado para operación directa en línea y está equipado con:
Aislador de intercierre
Interruptor Principal de Circuito, con opción manual/automático
Relay de Polo Triple, para sobrecarga térmica, con protección simple.
Interruptor Operación Soplador
Luces de Control
Contactor de polo triple, tipo, bloque, con corte para bajo voltaje.
Desempeño de la planta de tratamiento La planta de tratamiento tendrá como parámetros de salida los siguientes Parámetros:

Elaboración propia De esta manera INPELSA garantiza la adecuación de la calidad de los efluentes tratados a los respectivos usos posteriores que sean definidos por la empresa.
Plan de manejo ambiental (PMA)
Para el Plan de Manejo Ambiental, INPELSA desarrollará tres grandes programas, a citar: Un programa permanente, otro programa complementario y por último los programas especiales, todos los cuales comprenden los siguientes temas:
 Programa Permanente: Relacionado al desarrollo y cumplimiento de las medidas preventivas, las medidas correctivas y/o de mitigación y el programa de monitoreo ambiental.
Programa Permanente: Relacionado al desarrollo y cumplimiento de las medidas preventivas, las medidas correctivas y/o de mitigación y el programa de monitoreo ambiental.
Programa Complementario: Relacionado al desarrollo y cumplimiento del programa de señalización, programa de educación ambiental y programa de participación ciudadana.
Programa Especial: Relacionado al desarrollo y cumplimiento del plan de manejo de residuos sólidos, plan de contingencia y plan de cierre.
Programas Permanentes
Programa Preventivo/Correctivo
El administrador del Matadero Frigorífico Industrial INPELSA es el responsable de la ejecución del Programa Preventivo Corrector – PPC y de todo lo relacionado a la aplicación de la normatividad ambiental; el mismo que será capacitado convenientemente, de tal manera que pueda cumplir con éxito las labores encomendadas referidos a la adecuación, control ambiental, análisis de datos ambientales, muestreo de campo, administración de una base de datos ambientales, seguridad ambiental y prácticas de prevención ambiental. Los costos de la capacitación y de las acciones preventivas detalladas a continuación están Incluidos en el presupuesto operacional del matadero:
Todo el personal que ingrese a laborar a la Planta deberá ser capacitado en temas de prevención, control ambiental, seguridad e higiene industrial, siendo los temas básicos pero no limitativos los siguientes: Educación Ambiental, Manejo de Residuos Sólidos, Manejo de Recursos Hídricos, Manejo de Aceites y Combustibles, Usos de Implementos de Seguridad (Trabajo Seguro), Normativa Ambiental y Seguridad Industrial.
La infraestructura del matadero y su funcionamiento son de responsabilidad de INPELSA., cumpliendo con el Reglamento Sanitario del Faenado de Animales de Abasto. D. S. N° 015-2012-AG, 11/2012. a fin de llevar a cabo un adecuado manejo preventivo de las actividades que se desarrollen en el matadero, por lo que se colocarán letreros prohibitivos de ingreso de personal ajeno al mismo, en la sala de beneficio de los animales. Así también se prohibirá el consumo de todo tipo de alimentos y bebidas en las zonas de trabajo del Matadero.
INPELSA, se compromete a cumplir con la Ley General de Residuos Sólidos Ley Nº 27314 y su Reglamento D.S. Nº 057-2004-PCM y con el Reglamento de Manejo de los Residuos Sólidos del Sector Agrario. Decreto Supremo N° 016-2012-AG., para lo cual deberá implementar su sistema de gestión de residuos sólidos y líquidos que incluye la habilitación de recipientes de segregación en los lugares de generación.
INPELSA, implementará el Plan de Contingencias con actualización cada tres años, para preparar, capacitar y entrenar al personal del Matadero, a fin de que actúe eficazmente ante la ocurrencia de una emergencia.
INPELSA, establecerá la obligatoriedad del uso de vestimenta de protección para sus trabajadores, el mismo que cuenta con diferentes implementos y colores para cada área de trabajo, pero que básicamente constará de botas de jebe, mameluco blanco, gorro blanco, guantes de plástico, barbijos en tela blancos y mandiles plásticos. Esta labor es de índole netamente administrativa, sin embargo es importante en los aspectos sanitarios y de protección de la salud de los trabajadores y de las carnes.
INPELSA, cuenta con tres profesionales (médicos veterinarios) permanentes, que tienen la responsabilidad de supervisar todo el proceso desde la recepción de los animales, además velarán por la salubridad del centro de beneficio, diariamente (terminada la faena). La inspección sanitaria consta de la clasificación y calificación de los animales y de las carnes, la inspección del personal (que se encuentren bien uniformados), inspección en las labores de limpieza de las instalaciones, materiales y equipos, y finalmente la supervisión de labores de entrega de las carnes a su propietario.
INPELSA, asegura mantener los servicios de agua, desagüe, energía y otros en buen estado de funcionamiento, evitando fugas en grifos y tuberías en general.
INPELSA, asegura recoger adecuadamente la sangre en la etapa del desangrado en el matadero.
INPELSA, establece aplicar buenas prácticas de limpieza, de cada una de las áreas de trabajo al finalizar el proceso de beneficio, recogiendo primero los residuos sólidos que se encuentren, tales como grasa, coágulos de sangre, huesos y/o partes de vísceras y procediendo luego al lavado y desinfección de estos ambientes.
INPELSA. establece que la actividad eventual de la cremación de decomisos, se realice por las tardes, con mayor velocidad del viento que ayuda a dispersar los gases y humos más rápidamente.
INPELSA establecerá, que todo vehículo que ingrese al matadero, debe estar en buen estado mecánico de funcionamiento y sin presencia de rastros de humo visible procedente de sus tubos de escape, debiendo ser revisados al ingreso a las instalaciones. También colocará un cartel en la puerta de ingreso prohibiendo el pase de vehículos con humo visible del tubo de escape.
INPELSA establecerá realizar un riego leve para minimizar las emisiones de material particulado a causa del movimiento del ganado desde el desembarque hacia los corrales.
El administrador del Matadero Frigorífico Industrial INPELSA, con el propósito de evitar la generación de malos olores, llevará a cabo un adecuado manejo de los residuos generados en la Planta, como resultado de las operaciones que se realicen en su interior; tales como la sangre, el contenido ruminal, estiércol, pezuñas, entre otros, productos altamente perecibles. Para ello implementará un programa con una adecuada frecuencia de recolección de los residuos y tratándolos de la manera más adecuada y oportuna. Este programa que deberá estar contenido en el sistema de gestión de los residuos sólidos y su respectivo plan de manejo. Además se realizarán las siguientes acciones de mitigación de los olores:
Limpieza diaria de los corrales para retirar el estiércol.
Traslado diario del estiércol hacia la planta de residuos sólidos.
La limpieza y desinfección de la zona de beneficio debe ser diaria, para evitar la generación de malos olores a partir de la descomposición de la materia orgánica.
El administrador del Matadero Frigorífico Industrial INPELSA establecerá la obligatoriedad de utilizar equipos de protección personal (EPP) en la zona de máquinas del caldero.
El administrador del Matadero Frigorífico Industrial INPELSA asegurará la capacitación permanente del personal en técnicas de tratamiento de agua, mantenimiento y mejora continua del sistema de tratamiento de efluentes.
El administrador del Matadero Frigorífico Industrial INPELSA establecerá que todos los residuos fecales generados en las operaciones de beneficio de los animales, a excepción de los decomisos, se derivarán a la planta de residuos sólidos para elaboración de compost.
La limpieza en seco de los corrales de los animales consistirá en el raspado del estiércol y su derivación a la planta de residuos.
Recolectar "en seco" lo máximo posible de contaminantes del piso (fragmentos de carne y grasa) antes de iniciar las operaciones de limpieza, estos residuos serán derivados a la planta de tratamiento de residuos.
Por ningún motivo se debe permitir la quema de residuos, dentro o fuera de los recipientes de almacenamiento.
Estará prohibido la acumulación de residuos sólidos domésticos al aire libre o que los residuos superen la capacidad de los recipientes.
Se prohíbe el depósito de sustancias líquidas, excretas y/o residuos catalogados como especiales en recipientes destinados para residuos domésticos.
La recolección de residuos se hará diariamente, para evitar la descomposición avanzada de la materia orgánica, evitando así olores molestos y proliferación de vectores (moscas).
Los subproductos del beneficio, tales como pieles, grasas, sangre, vísceras serán retirados a solicitud de sus propietarios.
Los residuos sólidos del beneficio de animales que no sean retirados por sus propietarios como las colas, pezuñas, cuernos, etc., deberán ser retirados por empresas prestadoras
y/o comercializadoras de residuos sólidos (EPS-RS / EC-RS) debidamente registradas y autorizadas por DIGESA.
Los residuos sólidos domésticos serán retirados por el camión municipal.
La recolección de residuos será efectuada por operarios designados para este fin, quienes solo podrán: destapar, remover o extraer el contenido total o parcial de los recipientes.
No se deben disponer residuos en el suelo, al aire libre, en cuerpos de agua ni en cualquier sitio distinto a los previstos, diseñados y aprobados para tal fin.
Mantener las condiciones higiénicas adecuadas en todas las instalaciones del matadero para evitar la presencia de insectos, roedores y aves.
Para el control de roedores y aves se deberá:
Erradicar o impedir la creación de basureros aledaños al Matadero Frigorífico Industrial INPELSA.
Mantener el entorno ordenado y limpio.
No dejar alimentos en los ambientes.
Erradicarlos mediante trampas o cebos.
Emplear rodenticidas en forma cuidadosa.
Fumigar en forma frecuente las instalaciones.
El Matadero Frigorífico Industrial INPELSA implementará las siguientes medidas para mejorar la salud ocupacional y las condiciones de trabajo:
Entrenamiento y capacitación a los trabajadores en temas de seguridad, higiene y medio ambiente.
Dar mantenimiento permanente al lavamanos, para que los operarios realicen sus labores de aseo y desinfección de las manos, asegurando así la higiene necesaria al inicio y al término de las labores.
Mecanización del trabajo manual pesado, a través de la instalación de un sistema de poleas y rieles que permitan un fácil manejo de las carcasas, evitando de esta manera el exceso de trabajo físico, lo que podría acarrear problemas de salud a los operarios.
Inmunización periódica de los trabajadores.
Traslado del área de beneficio a aquellos trabajadores que presenten problemas a la piel, infecciones por hongos o alergias.
Evitar contacto con sustancias biológicas, si la piel de un trabajador estuviera dañada.
El personal deberá permanecer con tapabocas en la sala de beneficio.
Los pisos deberán ser ásperos para evitar resbalones.
Limpieza, desinfección y esterilización del material y equipos, acorde a los requerimientos sanitarios del ente fiscalizador (SENASA, DIGESA) con características de limpieza y calidad aceptables.
Realizar talleres de capacitación sobre organización e higiene de los ambientes de la Planta, aseo personal, manejo de las máquinas, desinfección, etc.
Implementar un programa de normas y/o reglas de trabajo para que los propios trabajadores mantengan el orden y la limpieza de sus áreas de trabajo.
Establecer un programa de control médico incluyendo frecuencia y cronograma de inmunizaciones.
Costo del Programa de acción Preventivo-corrector La estimación de los costos del plan de manejo ambiental se presenta en el Cuadro Nº 7.20, siendo necesario indicar que solamente se consideraron aquellos costos ambientales que no hayan sido incorporados dentro de los costos del presupuesto anual y de los costos de las medidas de mitigación.
Cuadro N° 7.20 Costo del programa anual de prevención, monitoreo y contingencia (Nuevos Soles)

Programa de Monitoreo
El Programa de Monitoreo Ambiental permitirá garantizar el cumplimiento de las medidas preventivas y de las acciones de mitigación, a fin de lograr la conservación y uso sostenible de los recursos durante toda la etapa de operación del Matadero Frigorífico Industrial INPELSA. Con el monitoreo se verificará si las emisiones y/o vertimientos se encuentran dentro de los límites máximos permisibles y/o valores límites vigentes en el país.
Objetivos El Programa de Monitoreo a implementarse en el Matadero Frigorífico Industrial INPELSA, tendrá la finalidad de:
Evaluar la efectividad de las medidas de prevención y mitigación aplicadas.
Evaluar la eficiencia del funcionamiento del caldero.
Evaluar la eficiencia del sistema de tratamiento de residuos líquidos.
Determinar la naturaleza, características y cantidad de los residuos sólidos.
Evaluar los niveles de generación de ruidos.
Selección de Parámetros Los parámetros seleccionados, están de acuerdo con los objetivos del programa de monitoreo, el proceso productivo, los insumos utilizados, la tecnología empleada, relevancia y significancia de los impactos del matadero. hacia el ambiente; para este caso (etapa de funcionamiento de la Planta) las variables que deberán monitorearse son:
Calidad del Aire.
Emisiones del caldero.
Calidad de Efluentes de la planta de tratamiento a instalarse.
Residuos Sólidos.
Emisiones Sonoras.
Capacitación y Salud Pública.
Monitoreo de la calidad ambiental – aire El objetivo del monitoreo es determinar la eficiencia de las medidas adoptadas para minimizar los impactos negativos que ejercen los contaminantes principales sobre el componente atmosférico: Material Particulado (PM-10), dióxido de azufre (SO2), monóxido de carbono (CO) y óxidos de nitrógeno (NOx). Específicamente se realizará:
Medición de la concentración de estos contaminantes en áreas a barlovento y a sotavento de las instalaciones del matadero y compararla con los límites establecidos en la legislación vigente.
Medición de las concentraciones de los gases SO2, NOx, CO, y partículas que pudieran emitirse por el funcionamiento del caldero.
Medición del nivel de ruido ambiental generado en áreas al interior de la zona de beneficio de ganado y fuera de las instalaciones y comparar estos niveles de ruido con la normatividad ambiental vigente.
C.1. Metodología para el monitoreo de contaminantes atmosféricos: Para el monitoreo del material particulado PM-10, se instalarán dos equipos High-Vol (alto volumen) durante 24 horas consecutivas, de manera simultánea en los puntos de muestreo, con funcionamiento continuo.
Los resultados obtenidos se presentarán en forma tabular y gráfica, indicando si se superan o no las normas y los valores de referencia de calidad de aire establecidas.
Con fines de comparación se ha utilizado lo indicado por los estándares establecidos para la Calidad Ambiental del Aire, establecidos en el D.S. 074-2001 PCM y el DS. 003-2008-MINAM, C.1 Puntos de control: Se muestreará en dos puntos, uno a barlovento y otro a sotavento de la ubicación del matadero; la ubicación de los puntos de monitoreo se presenta en el Cuadro Nº 10.21.
Cuadro Nª 10.21: Puntos de muestreo de calidad del aire

Ambos puntos estarán ubicados al interior del Matadero Frigorífico Industrial INPELSA. E1-B estará ubicado a barlovento y E2-S a sotavento, en cada punto se ubicará una estación de muestreo.
En el Cuadro N° 7.22 se indican los equipos, métodos y análisis de muestreo a utilizarse en el monitoreo de calidad del aire y ruido, los mismos que cumplen con los D.S. 074-2001-PCM.
El principio de funcionamiento del equipo muestreador de partículas PM-10 es el bombeo de un volumen conocido de aire donde la muestra se colecta en un filtro, en donde la concentración es determinada por medios gravimétricos; mientras que en los muestreadores de gases, se bombea un volumen conocido de aire a través de una solución química captadora por un periodo de 24 horas.
Luego se retira la muestra para su posterior análisis en el laboratorio.
Los métodos de muestreo utilizados para gases y partículas corresponden a los establecidos en la Agencia de Protección Ambiental de Estados Unidos de Norte América (US EPA). La operación del equipo de partículas y gases se lleva a cabo de acuerdo al protocolo de control de calidad preparado para estos fines.
Cuadro Nº 7.22 Equipos y métodos de análisis en calidad del aire

Metodología para el monitoreo de emisiones de la caldera Las mediciones se realizarán conforme a lo establecido en el apéndice 4.4 del Protocolo de Monitoreo de Emisiones Atmosféricas (R.M. N° 026-2000-ITINCI/DM), como normativa aplicable a nivel nacional. Los parámetros evaluados son los establecidos en el mencionado protocolo, considerado como "parámetros básicos que deben determinarse en chimeneas".
La ubicación del punto de muestreo y medición de parámetros complementarios fue adoptada de los criterios establecidos por la Agencia de Protección Ambiental de los Estados Unidos – USEPA, en las regulaciones del Código Federal.
El método de medición para la determinación de gases de emisión y parámetros complementarios está basado en el principio de celdas electroquímicas.
El método para la determinación de la carga de partículas y COV en la chimenea de la caldera, se efectuará aplicando los criterios del "AP-42, de Estados Unidos (USEPA), elaborado mediante Contrato Nº 68-D7-0068, asignación oficial de trabajo WA-005: Roy Huntley de la Oficina de Planificación de la Calidad del Aire y las Normas U. S. Agencia de Protección Ambiental, Septiembre 1998.
Los parámetros a determinar son Monóxido de Carbono, CO, Óxido de Nitrógeno (NOx),
Dióxido de Azufre (SO2), Material particulado y COV.
B1. Límites Permisibles Referenciales La normativa ambiental nacional del Sector Agrario, no dispone de límites máximos permisibles que regulen la emisión de gases y partículas procedentes de procesos de combustión, por lo que se señalan a manera de referencia la normativa establecida por la NTP 350.301 para calderas de vapor Industrial para uso de gas que se pueden apreciar en el cuadro Nº 7.23.
Cuadro Nº 7.23: Límites Máximos Permisibles para calderas de vapor de uso industrial

B. Metodología para el monitoreo de ruidos
Los niveles de ruido se medirán con un sonómetro por un lapso de 15 minutos cada 2 horas, durante las ocho horas de un día de trabajo. Se tomarán registros de los puntos donde se genere mayor nivel de ruido. Se analizará la relación presión sonora – distancia en aquellos puntos que registren los mayores valores.
Los resultados obtenidos se presentarán en forma tabular y gráfica, indicando si se superan o no los valores establecidos en las normas ambientales.
C1. Puntos de control
Se muestreará en dos puntos de control ubicados en los puntos indicados para calidad de aire (cuadro 7.21). Además se monitorearán dos puntos en la garita de ingreso del matadero (puerta interior y exterior) y un punto de ruido industrial en el área de beneficio de bovinos. (Ver ubicación de puntos de monitoreo en el Anexo Nº 8) C2. Niveles de ruido (dB(A)): Como medida de comparación serán tomados los siguientes parámetros:
El indicador ambiental para controlar el valor de ruido será el establecido en el D.S. Nº 085 – 2003 del 24.10. 2003, Estándares Nacionales de Calidad Ambiental para Ruido que establece lo siguiente:
Zona Industrial:
Horario Diurno: 80 dB(A) Horario Nocturno: 70 dB(A) Los límites de exposición al ruido, establecidos por la Administración para la Salud y Seguridad en el Trabajo (OSHA) señalan una exposición permisible de 8 horas para un nivel de ruido de 90 dB(A) y de 15 minutos para un nivel de 115 dB(A).
Monitoreo de Efluente Industrial Las aguas residuales industriales serán monitoreadas a la salida de la Planta de Tratamiento – PTAR, comparándose con parámetros referenciales.
En el cuadro Nº 7.24 se indican los parámetros a monitorear semestralmente.
Cuadro Nº 7.24: Parámetros de monitoreo de efluente industrial

En el cuadro N° 7.25 se indica las coordenadas de ubicación del punto de monitoreo del efluente.
Cuadro N° 7.25: Puntos de control de calidad del efluente Matadero Frigorífico Industrial INPELSA

Capacitación Ambiental Se realizará un entrenamiento y capacitación a los trabajadores, llevándose registros de asistencia de los trabajadores a las capacitaciones sobre temas ambientales y buenas prácticas. Todos estos registros serán presentados al MINAG anualmente.
Metodología para el desarrollo de la capacitación ambiental Se propone la realización de 4 talleres de capacitación y educación ambiental:
Taller 1: Manual de operaciones, Manual de buenas prácticas y Plan de Contingencia de la Planta Taller 2: Manejo de los Residuos Sólidos. Taller 3: Manejo de aguas residuales.
Cada taller tendrá una duración de 1 día. Estos talleres serán prácticos y participativos. Se confeccionará una lista donde los participantes firmen sus asistencias.
La organización de los talleres estará a cargo de INPELSA.
En el Cuadro Nº 7.26 se presenta el cronograma de los talleres de capacitación.
Cuadro Nº 7.26: Cronograma de Capacitación Ambiental

Frecuencia del Muestreo y/o Monitoreo Se medirán los ruidos, calidad del aire, emisiones de gases, material particulado, efluentes doméstico e industrial, en forma semestral como se indica en el Cuadro Nº 10.27. La ubicación de los puntos de monitoreo se presenta en el Anexo Nº 8. 67 Cuadro Nº 7.27:
Frecuencia de ejecución, reporte y responsable

FUENTE: Elaboración propia Para la determinación del monitoreo y frecuencia se consideraron: Ley Marco de la Sanidad Agraria: Ley Nº 27322.
Ley General de Residuos Sólidos: Ley Nº 27314.
Reglamento de la Ley de Residuos Sólidos: D.S. Nº 057-2004-PCM.
Reglamento de Estándares Nacionales de Calidad Ambiental para Ruido: D.S.Nº 085-2003-PCM.
Valores Máximos Admisibles de las descargas de aguas residuales no domésticas en el Sistema de Alcantarillado D. S. 003-2011-VIVIENDA.
Límites máximos permisibles para emisiones de calderas industriales, NTP 350.300:2008.
Cronograma, Responsabilidad y Recursos Económicos Asignados. Para la ejecución del cronograma se tomará en cuenta la disposición de la ejecución del PAMA y su respectiva aprobación (gestiones que no se pueden calcular estrictamente en un período de tiempo), a partir de cuya fecha se iniciarán los monitoreo, los que se efectuarán de acuerdo a lo indicado en el Cuadro Nº 7.27; salvo mejor parecer de la Autoridad Ambiental Competente.
El presente Programa de Monitoreo ha considerado como responsables de su cumplimiento cabal, al siguiente personal:
Gerente General de INPELSA.
Administrador del Matadero Frigorífico Industrial INPELSA Los responsables, se encargarán según su nivel, de establecer las normas, los procedimientos, la implementación, el control y la evaluación del cumplimiento del presente programa. Los recursos económicos, asignados para el Programa de Monitoreo se calcula, según costos actuales en el Cuadro Nº 7.28.
Cuadro Nº 10.28: Costos del Monitoreo


* Los costos están incluidos en las operaciones del matadero INPELSA. Programas Especiales La empresa INPELSA desarrollará los siguientes programas especiales:
Plan de Manejo de Residuos Sólidos Plan de Contingencia Plan de Cierre *Para tal caso sólo mencionaremos el Plan de manejo de RR.SS Plan de Manejo de Residuos Sólidos – Matadero INPELSA.
Objetivo
El objetivo general es el manejo efectivo y responsable de los residuos sólidos generados en el Matadero Frigorífico Industrial INPELSA, con el fin de proteger la calidad del ambiente y a la salud de la persona humana.
Los objetivos específicos del Plan de Manejo de RRSS son:
Reducción de la generación de residuos a través de iniciativas como la implementación de buenas prácticas operacionales y programas de capacitación y sensibilización.
Promover el reciclaje de los residuos dentro de las operaciones del matadero. Disponer en forma segura de los residuos que no puedan ser reciclados, de tal manera de no causar daños a la salud y al ambiente.
Fortalecer el manejo integral de residuos comprometiendo a todas las áreas de la Empresa a participar en el presente plan.
Mejorar la cobertura de los servicios de manejo de residuos sólidos en el Matadero.
Caracterización de los Residuos Sólidos Los residuos generados en el Matadero Frigorífico Industrial INPELSA son residuos industriales y residuos asimilables a domiciliarios de gestión municipal (residuos domésticos). Los Residuos generados se clasifican en:
Residuos Orgánicos Se encuentran en esta clasificación todos los residuos biodegradables como los restos de alimentos, cáscaras de frutas, entre otros.
Residuos Inorgánicos Son aquellos materiales que suponen de un mayor tiempo para su descomposición: papel higiénico, servilletas de papel , papel y cartón, plásticos y material sintético como bolsas, micas, jebes, objetos de caucho, envases tetra pack, tecnopor, plásticos PET (botellas de gaseosas, agua mineral), frascos vacíos, lapiceros, vidrios, latas de gaseosas y guantes.
Residuos Industriales Peligrosos Contemplan aquellos materiales que suponen peligrosidad a la salud o al ambiente: envases vacíos de desinfectantes, envases de aceites minerales, combustibles, trapos impregnados de aceites, cenizas, aceite quemado, etc.
Inventario de Residuos Sólidos Los puntos de generación de residuos en el matadero INPELSA están ubicados en las oficinas administrativas, restaurante, sala de sacrificio, corrales, zona de embarque, almacenes, zona de caldero, SS.HH, garita de vigilancia.
La cantidad de residuos orgánicos que se genera en la Planta, principalmente varía en función al número de animales beneficiados y los trabajos de mantenimiento y servicios que se realicen.
A continuación se presenta el Cuadro Nº 7.29 de inventario de residuos sólidos correspondiente al mes de febrero del 2012.
Cuadro Nº 7.29: Tipos de residuos sólidos

La mayor parte de los residuos son de rápida descomposición y se manejan cuidadosamente para prevenir los malos olores y la transmisión de enfermedades. Los residuos del proceso de beneficio de los animales, son dispuestos por terceros, exceptuando el contenido ruminal, sangre y estiércol.
Las fuentes y el tipo de residuos sólidos en el matadero. se presentan en el cuadro 7.30. Cuadro N° 7.30: Fuentes y componentes de los residuos sólidos del matadero.


El inventario de los residuos sólidos se actualizará anualmente.
En el Cuadro Nº 7.31 se muestra el formato de registro de inventario de residuos sólidos. Cuadro 7.31: Inventario de RR.SS correspondiente al Mes… Año…


Programa de Minimización en el Origen Se impulsa la minimización en el origen con programas de sensibilización al personal, segregándolos adecuadamente para que se evite la contaminación de éstos. Asimismo, se estará reduciendo el uso de cierto tipo de materiales sustituyéndolos por otros, por ejemplo el empleo de vasos de vidrio por los de tecnopor o de cartón; reemplazo de botellas de agua de plástico por vasos biodegradables y agua en contenedores de 20 litros, bolsas de tela en reemplazo de bolsas plásticas para la ropa sucia, entre otros.
Programa de Segregación Los residuos son segregados en la fuente de origen de acuerdo al código de colores interno establecido.
Para Ia segregación de los residuos, INPELSA instalará contenedores debidamente rotulados, de azul, verde y rojo.
INPELSA segregará por tipo de residuos y almacenará diariamente para luego ser retirados por el camión municipal de Lurín que los traslada a la Planta de Trasferencia de la Municipalidad de Lurín para reaprovechar los residuos industriales.
Los residuos sólidos no peligrosos y no reutilizables asimilables a residuos municipales se evacuan de la planta en forma diaria utilizando los camiones recolectores de la EPS-RS Relima Ambiental S.A.
En relación a los residuos industriales de waypes y trapos contaminados con aceites, cenizas, grasas, envases con aceites usados, son evacuados utilizando los servicios de la Municipalidad de Lurín a través de la EPS-RS EPS-RS Relima Ambiental S.A.
Disposición temporal de los residuos sólidos
Entre las prácticas de disposición de los residuos se promueven de manera continua las prácticas de reciclaje y tratamiento previo, seguido por las buenas prácticas de disposición final.
C1. Área de Manejo de Residuos Sólidos. El manejo integral de los residuos sólidos comprende a todas las áreas e instalaciones del matadero INPELSA, y las componentes auxiliares como son el área del caldero y los corrales, oficinas administrativas y SS.HH.
En el plano general del matadero INPELSA se han señalado los principales puntos de generación de residuos, la ubicación de los envases para el recojo y traslado interno de los residuos.
Procedimientos operativos para el manejo de residuos sólidos
Acondicionamiento
En el matadero INPELSA se han establecido las condiciones necesarias para el manejo de los residuos sólidos, equipándose con los materiales e implementos adecuados a fin de cumplir con los criterios técnicos, sanitarios y de protección ambiental que se exigen.
Recursos necesarios para el acondicionamiento Se contará con el número necesario de envases para la recolección de residuos, colocados en lugares estratégicos en las instalaciones del Matadero INPELSA. Se usará contenedores de 5 a 10 galones, para el almacenamiento temporal de los residuos sólidos. Estos contenedores serán pintados y rotulados de acuerdo a lo establecido en el plan de manejo de residuos sólidos.
Asimismo, se dispone de contenedores enmallado de 1 m3, para el almacenamiento temporal de los residuos sólidos. Estos contenedores están ubicados en el área de mantenimiento, pintados y rotulados de acuerdo a lo establecido en el plan de manejo de residuos sólidos.
Se ha dispuesto que los receptáculos de color verde sirvan para el almacenamiento primario de residuos orgánicos (resto de alimentos secos), los de color amarillo para residuos inorgánicos (papel, cartón, plásticos, vidrios, etc.) y los de color anaranjado para residuos peligrosos (envases de lubricantes usados, residuos de productos, baterías, trapos embebidos de aceites y/o combustibles etc.).
Los recipientes indicados serán revestidos con bolsas de polietileno de tamaño y resistencia adecuada para contener los residuos en forma segura y holgada.
Los tipos de recipientes o receptáculos a utilizarse serán envases de plástico tipo vaivén y tachos tipo sansón de 75 litros.
Las operaciones de recolección y transporte interno de los residuos hasta el área de almacenamiento interno se efectuaran de acuerdo a un horario establecido.
También se ha dispuesto el suministro de recogedores, escobas, instrumentos de limpieza y seguridad para realizar las tareas inherentes al manejo de residuos.
Procedimiento Operativo para el acondicionamiento
Seleccionar los tipos de receptáculos o tachos y determinar la cantidad a utilizar para cada generador o área de servicio, considerando capacidad, forma y material de fabricación.
Determinar la cantidad, color y capacidad de las bolsas (que debe ser al menos 20% mayor de la capacidad del recipiente) a utilizar según la clase de residuos.
Evitar que los residuos orgánicos, embolsados contengan líquidos.
El personal encargado de la limpieza colocará los recipientes con sus respectivas bolsas en los puntos de generación y áreas de servicio de la Planta de acuerdo a los requerimientos identificados.
Colocar las bolsas en el interior del recipiente doblándola hacia afuera, recubriendo los bordes del contenedor.
Ubicar los recipientes más cerca posible a la fuente de generación.
Verificar el cumplimiento del acondicionamiento de acuerdo a la clase de residuos y volumen que genera el servicio.
Las bolsas conteniendo los residuos sólidos, acondicionados por los generadores de residuos, deberán ser herméticamente cerradas para ser depositados en los tachos y /o contenedores correspondientes.
Los tachos para el depósito de los residuos, deberán estar diferenciados y rotulados para el tipo de residuo que contengan y ubicados en lugares estratégicos y visibles, de forma de recibir la basura debidamente embolsada para facilitar su recolección.
Los manipuladores de los residuos sólidos deberán utilizar la indumentaria adecuada para esta labor.
Almacenamiento primario Esta etapa del manejo de los residuos es realizado por los trabajadores del matadero y el personal de limpieza. Consiste en que los residuos generados son depositados en los receptáculos o tachos para su posterior recolección interna.
El objetivo del almacenamiento primario, es lograr desde el inicio que los residuos generados se depositen en forma diferenciada de acuerdo al tipo de residuo y dentro del receptáculo correspondiente.
Recursos necesarios para el almacenamiento primario Los recursos necesarios para el almacenamiento primario son los receptáculos y tachos de basura adecuados tanto en color, volumen y cantidad. El proceso del almacenamiento primario se orienta a lograr la segregación primaria de los residuos en: residuos orgánicos, inorgánicos y peligrosos.
Todos los receptáculos y tachos deberán contar con distintivos y colores que permitan ser reconocidos en forma rápida para su utilización por los generadores. Se dispondrá de 05 receptáculos de color verde, 05 receptáculos de color azul, y un receptáculo de color rojo, y un número adecuado de tachos pequeños ubicados dentro de los ambientes de oficinas.
Procedimiento operativo para el almacenamiento primario. El almacenamiento primario se realiza tomando en cuenta la clasificación de los residuos en orgánicos, inorgánicos y peligrosos.
Los generadores deberán depositar sus residuos en sus correspondientes receptáculos o tachos, según la clasificación señalada.
Los receptáculos y tachos deberán estar revestidos con bolsas de plástico y deberán ser llenadas hasta ocupar el 75 % de su capacidad.
Los generadores de residuos peligrosos, embolsaran dichos residuos y los depositarán en el receptáculo de color naranja y efectuaran acciones necesarias para que dichos residuos sean trasladados lo más pronto posible al Bloque Sanitario.
Recolección interna Es el proceso mediante el cual los residuos son recolectados y transportados por el personal de limpieza de la Planta, desde los puntos de almacenamiento primario, hasta e l depósito en los contenedores correspondientes.
Los residuos sólidos peligrosos debidamente embolsados, serán trasladados directamente a la zona de contenedores por los generadores y almacenados temporalmente en el contenedor correspondiente para su disposición final.
Los responsables de la ejecución operativa de la recolección interna de los residuos son el personal de limpieza de la Planta.
La responsabilidad de la supervisión en esta etapa recae sobre la administración del Matadero. y el personal de limpieza contratado.
Recursos e implementos para la recolección interna Los recursos necesarios para la recolección interna son:
Personal que efectuara la limpieza debidamente uniformado y equipado de los implementos necesarios para la operación de recolección, así como de protección y seguridad.
Bolsas de plástico de tamaño y resistencia adecuados para concentrar los residuos y facilitar su transporte.
Carretilla otro medio para transportar los residuos hasta el área de almacenamiento temporal.
Envases de plástico.
Procedimiento operativo para la recolección interna. Verificar los materiales de trabajo y de seguridad para la realización del servicio de recolección y traslado de los residuos.
Iniciar la recolección de residuos, debiendo cumplir estrictamente las rutas y horarios de recolección interna previamente establecidos en el plan.
Para efectuar la recolección de los residuos de los diferentes usuarios, el operario de recolección realizará lo siguiente:
Verificar que los residuos se encuentren embolsados y sellados, de acuerdo a la clasificación de residuos y/o codificación de colores establecidos. A continuación realizar la recolección de los residuos y registrar el número de bolsas y el nombre del generador, para su registro y pesaje.
Al término de la recolección, el operario de limpieza transportará los residuos al área de almacenamiento temporal Bloque Sanitario, siguiendo las rutas establecidas donde los depositará efectuando los registros diarios correspondientes.
Permitir que el personal de seguridad del m a t a d e r o . verifique el correcto funcionamiento del sistema de recolección.
D.4. Recolección y Transporte de residuos orgánicos peligrosos En la Planta, los residuos del sacrificio de los animales: sangre, contenido ruminal y excrementos serán colectados en envases cilíndricos de plásticos para luego ser llevados a la planta de tratamiento para ser reciclados a fertilizantes.
Operaciones en el Área de Almacenamiento Temporal El área de almacenamiento temporal es un recinto físico donde están ubicados los contenedores y donde los residuos sólidos son recepcionados, segregados, pesados y almacenados temporalmente para su posterior evacuación y transporte externo hasta su disposición final.
El responsable de las operaciones dentro del área de almacenamiento temporal será designado por la administración del matadero Recursos utilizados en el área de almacenamiento temporal
Contenedores de color verde para residuos orgánicos, de color azul para residuos inorgánicos y rojo para residuos peligrosos y envases para papel higiénico de los SS.HH.
Balanza de 20 Kg.
Utensilios de limpieza y desinfección
Registros.
Procedimiento Operativo en el área de almacenamiento.
Recepción de Residuos Sólidos.
Los trabajadores que operen el almacenamiento temporal de residuos deben estar correctamente uniformados y en buena predisposición para recepcionar y manipular los residuos procedentes de la Planta.
La recepción de los residuos se realizará bolsa por bolsa, verificando que el contenido de las mismas se ajuste a la clasificación de los residuos en orgánicos, inorgánicos no peligrosos, de no ser así se procederá a registrar la deficiencia a fin de tomar las medidas correctivas del caso.
D.5.2.1. Segregación de Residuos en el almacén Los residuos sólidos serán segregados y clasificados en residuos orgánicos, inorgánicos y peligrosos.
Por cada tipo de residuos se efectuará el pesaje y registro correspondiente según el formato del Anexo 3: Registro Diario/Mensual de Residuos Sólidos del Matadero.. Esta información servirá para determinar la cantidad de residuos que se genera la Planta por tipo y servirá de base para la posterior formulación de la declaración de manejo de residuos sólidos según formatos establecidos en el Reglamento de la Ley 27314.
Los residuos clasificados serán depositados en los correspondientes contenedores, debiendo estos permanecer cerrados hasta que se realice la recolección y transporte externo hasta su disposición final a cargo de la Municipalidad.
Diariamente, el personal designado efectuará una limpieza total del área de almacenamiento y de los contenedores. Periódicamente, este recinto deberá ser sometido a un tratamiento de desinsectación, desratización y desinfección Transporte Final El transporte externo de los residuos sólidos domésticos del matadero está a cargo de la Municipalidad Distrital de Lurín.
Esta etapa consiste en el traslado de los residuos desde el matadero hasta el relleno sanitario para su disposición final.
Disposición final de residuos sólidos La Municipalidad distrital de Lurín y de Relima Ambiental S.A. se encargan de la disposición final de los residuos sólidos del matadero INPELSA Los residuos segregados, de acuerdo a su naturaleza, características y peligrosidad, serán dispuestos en el relleno sanitario Portillo Grande.
La materia orgánica, los papeles, vidrio, los plásticos y latas serán retirados por el camión municipal para su reciclaje Los residuos reciclables o recuperables, previa autorización, serán dispuestos a un proceso de reaprovechamiento, llevándose el registro correspondiente.
Responsabilidades
El responsable del sistema regenerativo realizado en base a Plan de Manejo de Residuos Sólidos del Matadero INPELSA es el administrador del matadero quien proporcionará al personal de limpieza, los equipos, suministros y utensilios que le sean requeridos y sean necesarios para el buen desempeño de sus labores y garanticen un servicio de calidad. Asimismo, proporcionará a dicho personal los implementos de seguridad e higiene necesarios, asegurándose que estos de uso obligatorio en resguardo de su salud e integridad física. El Administrador del matadero asegura disponer la actualización del inventario anual de residuos del matadero y el llenado del registro diario/mensual y el registro de salida de los residuos sólidos del m a t a d e r o . , utilizando los formatos establecidos en el presente P lan. Debe cumplir con las normas ambientales relacionadas con la gestión de los residuos sólidos El personal de limpieza deberá cumplir con los lineamientos operativos establecidos en el Plan de Manejo de Residuos Sólidos del Matadero INPELSA y otras directivas establecidas por la Administración respecto al manejo de los residuos.
Los operarios de limpieza de la Planta también se encargarán de recolectar las bolsas de residuos depositados en los contenedores y los trasladarán hasta la zona de almacenamiento temporal.
Bajo responsabilidad, está terminantemente prohibido abrir las bolsas de residuos y manipularlos.
Deberán mantener limpios y desinfectados los tachos y contenedores, así como las áreas almacenamiento temporal de residuos.
Mensualmente presentarán a la Administración del matadero un informe sobre el manejo de los residuos sólidos, conteniendo información sobre la cantidad y tipo de residuos generados, usando para ello los formatos establecidos.
81 Informar a la administración y a l personal de limpieza sobre las contingencias operativas, con la finalidad de resolverlas en forma oportuna, a fin de evitar la ocurrencia de incidentes.
Monitoreo del programa
Con el propósito de mantener una revisión continua de los aspectos del Programa de Manejo Integral de Residuos Sólidos que llevará adelante la empresa INPELSA, se establecerá como herramientas las inspecciones de rutina a la Planta.
La realización de estas supervisiones considera el ciclo completo del proceso de manejo de residuos, desde su generación hasta su disposición final, incluyendo las empresas comercializadoras y la EPS-RS encargadas del transporte, manejo y disposición final de los residuos.
El monitoreo a través de las auditorias promueve la realización de recomendaciones para la mejora continua del Programa.
Capacitación
El administrador del Matadero INPELSA, programará periódicamente la realización de talleres sobre el manejo de los residuos sólidos, incorporando temas relacionados a la Gestión Integral de Residuos Sólidos en las actividades de manejo, almacenamiento, transporte y disposición final de residuos, dirigido a todo el personal del matadero, a fin de fomentar las buenas prácticas y la participación activa dentro del manejo de los residuos sólidos.
Programas Complementarios: Programa de Señalización Ambiental INPELSA incluirá señales de protección ambiental para indicar los riesgos existentes en el matadero. A través de la señalización condicionará la actuación de los operarios del matadero. Son indicaciones de la situación en que el operario se puede encontrar dentro de la actividad que va a desarrollar, de modo que se le indica cómo debe actuar ante un riesgo determinado.
Para que la señalización sea efectiva, INPELSA se asegurará que sus trabajadores reciban la información adecuada que les permita interpretarla correctamente.
INPELSA colocará tres tipos de letreros:
Letreros de advertencia
Letreros Informativos
Letreros de protección del medio ambiente
Objetivo del uso de la señalización Los letreros son usados para:
Llamar la atención de los trabajadores sobre la existencia de determinados riesgos, prohibiciones u obligaciones.
Alertar a los trabajadores cuando se produzca una determinada situación de emergencia que requiera medidas urgentes de protección o evacuación.
Facilitar a los trabajadores la localización e identificación de determinados medios o instalaciones de protección, evacuación, emergencia o primeros auxilios.
Orientar o guiar a los trabajadores que realicen determinadas maniobras peligrosas.
Consideraciones generales en señalización Para la confección de las señales deberá considerar:
Las señales serán lo más sencillas posible, evitándose detalles inútiles para su comprensión.
Las señales serán de un material que resista lo mejor posible los golpes, las inclemencias del tiempo y las agresiones medio ambientales.
Las dimensiones de las señales, así como sus características colorimétricas y fotométricas, garantizarán su buena visibilidad y comprensión.
Las señales se instalarán preferentemente a una altura y en una posición apropiadas en relación al ángulo visual, teniendo en cuenta posibles obstáculos, en la proximidad inmediata del riesgo u objeto que deba señalizarse o, cuando se trate de un riesgo general, en el acceso a la zona de riesgo.
El lugar de emplazamiento de la señal deberá estar bien iluminado, ser accesible y fácilmente visible. Si la iluminación general es insuficiente, se empleará una iluminación adicional o se utilizarán colores fosforescentes o materiales fluorescentes.
A fin de evitar la disminución de la eficacia de la señalización no se utilizarán demasiadas señales próximas entre sí.
Las señales deberán retirarse cuando deje de existir la situación que las justificaba. Los desniveles y demás obstáculos que originen riesgos de caída de personas, choques o golpes se señalizarán o delimitarán, en su caso, con paneles de información o mediante franjas alternas de color de color amarillo y negro.
La señalización es un elemento clave para evitar o reducir al máximo los riesgos del lugar de trabajo. Por ello, se deberán respetar todas las señales de seguridad 83 existentes, sin llevar a cabo alteraciones que puedan alterar su significado y dar lugar a errores de interpretación.
Señalización ambiental Este tipo de señalización tiene como objetivo la protección del entorno ambiental del matadero, mediante avisos de prohibición y de información permanente. Como por ejemplo:
"La Vegetación no la destruyas. Protejamos nuestra flora" "Mantén limpia tu ciudad. No arrojes basura" "No contamine el medio ambiente" "Protejamos nuestro ambiente"
Programa de Educación Ambiental
La Educación Ambiental tiene por objetivo el cambio de las actitudes del hombre frente a medio biofísico y hacia una mejor comprensión y solución de los problemas ambientales, INPELSA realizará talleres para la educación y conservación ambiental, para la difusión y concientización de los trabajadores y la población local.
Se efectuarán en coordinación con la municipalidad y familiares de los trabajadores, de la población de alrededores y la población del distrito de Lurín y se imprimirán cartillas con recomendaciones en el cuidado de los aspectos ambientales.
Todo el personal participante en las operaciones del Matadero INPELSA, recibirá de charlas de capacitación previa a su contratación y durante el desarrollo de sus labores. Este entrenamiento estará enfocado principalmente a las prácticas de manejo de los residuos sólidos y producción limpia (ahorro de energía y agua) así como, de procedimientos de seguridad.
Los contenidos específicos de estas charlas deberán ser aprobados por la Gerencia de INPELSA. Se llevará un registro de las charlas impartidas y del personal que las reciba. El personal que labore en el matadero deberá ser informado que el incumplimiento de estas directivas podría ocasionar su despido. Esta condición deberá ser claramente establecida en las condiciones de contratación del personal.
El personal responsable de la ejecución del Plan de Manejo Ambiental y de cualquier aspecto relacionado a la aplicación de la normatividad ambiental, deberá recibir la 84 capacitación y entrenamiento necesarios, de tal manera que le permita cumplir con éxito las labores encomendadas y así mismo, actuar como replicadores de los contenidos en la interacción diaria con el personal de la Planta.
INPELSA organizará charlas de educación y capacitación ambiental dirigida a todo el personal profesional, técnico y obrero que trabaja en las instalaciones del matadero, de manera que éstos tomen conciencia de la importancia que tiene la protección de los recursos naturales.
Igualmente la población comprendida dentro del área de influencia directa (Temas a tratar: Conciencia Ambiental, Calidad de Vida, Manejo de los RRSS, entre otros).
Estas tareas estarán a cargo de especialistas en el área ambiental y los temas estarán referidos al control ambiental, seguridad ambiental y prácticas de prevención ambiental.
El programa de capacitación se basa en la definición de los criterios básicos necesarios para que el personal involucrado dentro del alcance domine algunos aspectos como:
Implicancias ambientales de los procesos. Manejo de residuos.
Utilización racional de recursos. Contingencias y respuesta ante emergencias. Primeros auxilios.
Alcance El programa de capacitación está dirigido al personal de la planta y está diseñado para ser desarrollado por personal propio de la empresa como por expertos en los conocimientos necesarios para desarrollar el presente programa.
Objetivo Sensibilizar, capacitar y entrenar al personal de la planta en temas relacionados a la gestión ambiental.
Plan Operacional del Programa El programa de capacitación se ejecutará considerando los niveles y funciones establecidos en el organigrama de la empresa.
Las actividades de capacitación serán realizadas por personal propio y de terceros, siendo estos últimos requeridos cuando los temas a desarrollar tengan una complejidad tal que requiera de especificaciones muy técnicas o de metodologías muy didácticas.
Plan de Verificación Los diversos niveles y funciones tienen la responsabilidad de hacer cumplir el programa vigente y a la vez tiene la obligación de realizar el seguimiento a los participantes a fin de determinar la efectividad de las capacitaciones impartidas.

Programa de Participación Ciudadana La empresa Inversiones Pecuarias Lurín S.A. en cumplimiento del artículo 46º de la Ley Nº 28611, Ley General del Ambiente, que establece que "toda persona natural o jurídica, en forma individual o colectiva, puede presentar opiniones, posiciones, puntos de vista, observaciones u aportes, en los procesos de toma de decisiones de la gestión ambiental y en las políticas y acciones que incidan sobre ella, así como en su posterior ejecución, seguimiento y control", y además, considerando el Decreto Supremo Nº 002-2009-MINAM que señala en su artículo 21º, que la "participación ciudadana ambiental es el proceso mediante el cual los ciudadanos participan responsablemente, de buena fe y con transparencia y veracidad, en forma individual o colectiva, en la definición y aplicación de las políticas relativas al ambiente y sus componentes, que se adopten en cada uno de los niveles de gobierno, y en el proceso de toma de decisiones públicas sobre materias ambientales, así como en su ejecución y fiscalización".
Lineamientos para un Programa Social La empresa Inversiones Pecuarias Lurín S.A., posee soporte humano, para implementar planes y programas de protección ambiental para la planta; a fin de mejorar continuamente el desempeño ambiental, como por ejemplo: fortalecer la capacitación mensual del personal de trabajadores y de los pobladores del ámbito de influencia directa, iniciar un registro de los consumos de agua por día y por cabeza de animal beneficiado para monitorear los registros de agua, realizar seguimiento al manejo de residuos generados, la cantidad de horas-hombre laboradas al mes, entre otras muchas acciones.
Por otro lado el titular del Proyecto cumplirá con las normas nacionales vigentes y con los compromisos del PAMA.
La empresa Matadero Frigorífico Industrial INPELSA, pondrá en marcha varios programas de apoyo social que se detallan a continuación.
Educación y Sensibilización Ambiental La educación y sensibilización, comprende un programa detallado en el Programa de Mitigación y/o corrector diseñado para la actividad del matadero, el cual se desarrollará incorporándose campañas de sensibilización en referencia a los parámetros mayormente implicados en la actividad, como son: manejo de residuos para no impactar los suelos; este programa de educación y sensibilización implicará impartir charlas acerca de temas de prevención y conservación, para hacer conocer al personal en general la necesidad de segregar los residuos, las ventajas de mantener el orden y la limpieza, clases de residuos generados en la planta, etc.
Este programa de sensibilización y educación ambiental, tendrá como objetivos integrar fa actividad agroindustrial con el ambiente, crear la formación ambiental y establecer las buenas prácticas de producción en la actividad agroindustrial.
La calidad del contenido de este programa y la eficiencia con que se imparta, son herramientas imprescindibles para alcanzar el desarrollo sostenible; y se constituirá en un aporte importante del Matadero., puesto que se evidenciará su externalización a través del cambio de actitud de cada uno de los trabajadores, ya sea en su hogar u otros ambientes concurridos por estos.
Mejoramiento de los suelos agrícolas INPELSA, apoyará con el abono producto de los animales y los donará a los vecinos que son propietarios de fundos agrícolas para mejorar el suelo.
Empleo El Matadero Frigorífico INPELSA, cuenta y contará con la mano de obra de los pobladores del área de influencia directa del proyecto.
Conclusiones
Se concluye que mediante la implementación del presente sistema de regeneración para los procesos de las actividades desarrolladas en el matadero Camal INPELSA se pueden mitigar los impactos negativos al ambiente si estos son implementados de manera total y eficaz.
Se pueden regenerar los sistemas acuáticos mediante la implementación de la planta de tratamiento de aguas residuales que tienen una gran carga orgánica y que afectan severamente a estos ecosistemas.
Se pueden regenerar los sistemas terrestres de la planta afectados severamente por la inadecuada disposición de los residuos sólidos, sobre todo los de carácter peligroso.
Se puede determinar el flujo de procesos de la Planta mediante 2 formas: Entrevistas al personal del Camal y mediante inspección visual. Estas son dos (02) formas eficaces de determinar los aspectos ambientales y posteriormente el diseño del sistema de regeneración.
Mediante un sistema regenerativo se pudo comprobar que se cumple con la normativa ambiental aplicable, teniendo como objetivo tener un ambiente más saludable disminuyendo el impacto negativo.
Entre los principales inconvenientes es su alto costo a corto plazo, pero si se mantiene de manera eficiente este sistema trae muchos beneficios económicos y poder ser certificado como ejemplo de empresa.
Recomendaciones
Se recomienda darle seguimiento a la implementación del sistema para que este cumpla con su función de correcta y óptima.
Se requiere de mucho trabajo con los colaboradores para que este sistema sea eficiente desarrollando planes de capacitación al personal y sensibilización a la población adyacente al Camal.
Se deben suministrar todos los recursos económicos necesarios ya que de esto depende su implementación, así que la dirección debe estar consciente de ello y presto a dar los mismos.
Se deben cumplir con los elementos de la mejora continua en la ejecución de este diseño de sistema de regeneración que son: planificación, implementación, verificación y actuación.
Se deben contactar con una EPS registrada en DIGESA para que esta realice el proceso de manejo de los residuos, así como realizar el manifiesto y declaración de residuos sólidos de la organización.
Se sugiere la metodología de entrevista para la determinación de las actividades de los procesos de la planta INPELSA.

Facultad:
Facultad de Ingeniería Mecánica Electrónica Y Ambiental (Fimea) Curso: Diseño de sistemas regenerativos Ambientales.
Docente: Sánchez Calle, Marco Tulio.
Ciclo: Décimo.
Año:2016.
Autor:
Espinoza Quiroz, Anthony Jefferson.
Salazar Uceda, Juan Martín.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |